
Every year, industrial manufacturing operations in virtually every market generate billions of gallons of wastewater contaminated with toxic, non-biodegradable organic pollutants that are resistant to traditional, biological and advanced oxidation treatment. If not treated properly, these pollutants can cause long-term risks to industry, communities, human health and the environment.
Municipal wastewater treatment plants often will not accept streams contaminated with these organics, therefore, manufacturers frequently are forced to truck wastewater off-site for incineration or injection into a deep well.
In other cases, manufacturers are either exceeding discharge limits or facing emerging risks and regulations for active ingredients. As a result, aggressive techniques such as thermal, chemical or electrochemical oxidation must be utilized to breakdown these compounds.
Electrochemical Solution
A standard has been created for treating toxic organic pollutants in wastewater generated by industrial manufacturing. The electrochemical oxidation technology is suited for treating a wide range of problem organic contaminants such as solvents, aromatics, polymers, surfactants, pesticides, active ingredients and other complex organic compounds. Advanced catalysts generate powerful hydroxyl radicals that react with and oxidize these compounds without using hazardous chemicals and without generating any liquid or solid waste.
The technology oxidizes pollutants to their basic building block compounds of hydrogen, oxygen, nitrogen, carbon monoxide (CO) and carbon dioxide (CO2), which are discharged as benign, trace byproduct gases. The electrochemical solutions are designed for treating wastewater on site.
Customer Pain Point
A multinational electronics manufacturer operates a facility that uses an isopropyl alcohol-based (IPA) solvent in a final manufacturing step. IPA vapors from the process are removed using a scrubber. The scrubber blowdown is an aqueous waste with an IPA concentration of approximately 3% (70,000 to 80,000 mg/L COD) that cannot be reused on site or discharged to the sewer because the flash point of the waste stream is below 140°F.
As a result, the IPA laden wastewater was trucked off-site to an incineration facility located several hundred miles away. Off-site trucking and incineration is expensive, subject to cost escalation, higher risk and energy intensive. The customer’s goal was to treat the wastewater on site by raising the flash point to reduce the cost and risk of off-site shipping and disposal.
The Solution
Following treatability testing and field piloting, Axine designed, built, installed, owns, operates and maintains a treatment system to treat the IPA-contaminated wastewater under a multi-year service agreement. The customer’s capital investment is minimal and it does not have to allocate resources to operate the system.
The system is designed to oxidize the IPA solvent, reducing the overall COD by more than 85% so the flash point of the treated stream is above the site target of 201°F and can safely be discharged to the sewer. As an added benefit, the treated stream meets the site’s reuse criteria and is sent to the reclaim system to be used as cooling tower make-up water.
Treatment Results
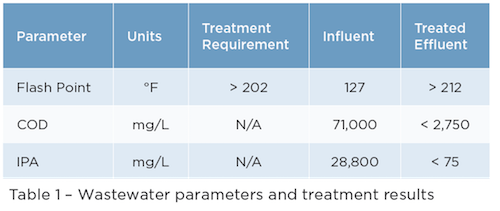
Technicians analyzed the influent to establish the concentration of solvents, other organics, TDS, TSS and other parameters. Table 1 shows the wastewater composition before and after treatment.
The starting concentration of COD was 71,000 mg/L and IPA was 28,800 mg/L. Additionally, the flash point was measured at 127°F.
After treatment, COD was reduced to less than 2,750 mg/L and IPA was below 75 mg/L. The stream also had a flash point greater than 212°F, which is above the treatment requirement.
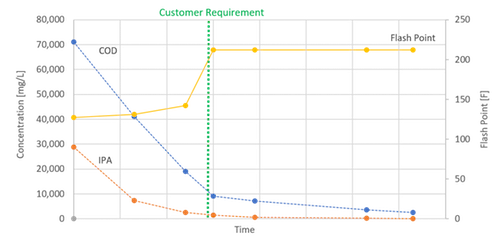
Figure 1 shows the treatment performance, reducing COD and IPA to achieve the flash point requirement.
The ability of the technology to completely oxidize organic contaminants like IPA to trace gases is what differentiates it from other traditional oxidation approaches that only deliver partial oxidation.
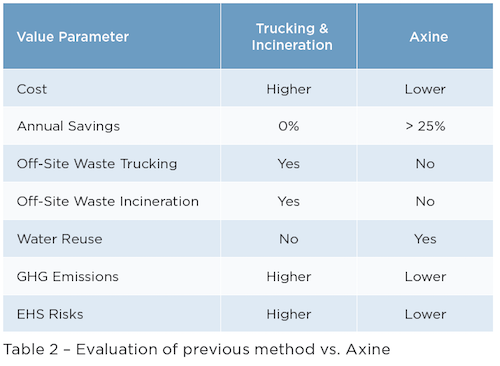
Customer Value Comparison
This project enables the facility to achieve corporate sustainability goals of waste reduction, reducing off-site waste shipments, improving operational efficiency and promoting water reuse. Table 2 compares the customer’s previous approach of trucking and incineration with the onsite treatment solution.The annual cost is lower than trucking and incineration, resulting in net savings of more than 25% per year. Not only does the facility eliminate the risks associated with off-site trucking and incineration, but greenhouse gas emissions and environmental health and safety risks are lower as a result. Lastly, water reuse was an important benefit, especially since the customer is located in water-scarce California.
System Design & Operation
The fully automated turnkey system includes wastewater receiving tanks, electrochemical reactors, power supply, controls and instrumentation, trace byproduct gas management and flow management systems.
The wastewater treatment package includes remote system monitoring, routine and preventative maintenance, all consumables and replacement parts, rapid-response field service support, online system monitoring and monthly reporting of key performance indicators.
Operational and performance data is collected wirelessly. Proprietary data analytics monitors a wide range of performance metrics to enable safe and reliable operation, and performance can be monitored online at any time.
About the author